# Buses
# Buse en carbure de tungstène
# Purgez votre buse
INFO
Il s'agit d'une opération facultative.
Enlever le filament laissé à l'intérieur de votre buse réduira le risque de coller du polymère sur vos fils. La méthode utilisée ici est appelée «Cold Pull». Fondamentalement, vous insérez manuellement du filament à l'intérieur de votre hotend et le retirez rapidement avant qu'il ne fonde. Vous devez le laisser se ramollir. En répétant cette étape, vous purgerez tout filament restant et nettoierez votre buse en même temps.
Vous n'avez pas besoin d'utiliser un type de filament spécifique pour cette étape. Nous utilisons le même type de filament exactement présent à l'intérieur du hotend avec beaucoup de succès.
Préchauffez votre buse jusqu'au dernier filament que vous avez utilisé
Désengagez le mécanisme d'entraînement de votre extrudeuse pour une manipulation facile
Insérez un filament à l'intérieur du système d'extrusion
Retirez-le rapidement dès que vous le sentez ramollir
Coupez la partie adoucie
Répétez les étapes 3 à 5 jusqu'à ce qu'il n'y ait plus de polymère à l'intérieur de votre buse. Vous reconnaîtrez la forme de la buse sur votre filament ramolli une fois que vous aurez atteint ce point.
# Retirez votre buse actuelle
Chauffez la buse jusqu'à votre température d'impression précédente
Assurez-vous de suivre un guide conçu pour votre imprimante ou hotend avant d'appliquer une force sur votre buse.
Les pièces peuvent être cassées très facilement. Chaque hotend a sa technique où le bloc de chaleur doit être maintenu d'une certaine manière.
Retirez la buse actuelle
# Installez votre buse en carbure de tungstène
Assurez-vous que votre hotend est encore chaud.
Il doit être à la température d'impression précédente ou supérieure, selon ce que vous allez imprimer.
Positionnez soigneusement la nouvelle buse et serrez-la à la main.
Il est conseillé d'utiliser une prise pour éviter tout risque de brûlure.
Cette étape est requise si votre coupure de chaleur a des filetages à l'intérieur du bloc thermique (la plupart des variantes M6).
Une fois que vous ne pouvez pas le serrer à la main, vérifiez si les fils sont toujours visibles. Si la section plate de l'hexagone touche le bloc thermique, vous devrez resserrer la coupure thermique plus profondément à l'intérieur du bloc thermique. Desserrez la buse, serrez la coupure thermique et vérifiez à nouveau.
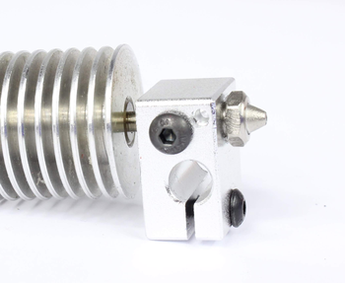
WARNING
Exemple d'une mauvaise installation
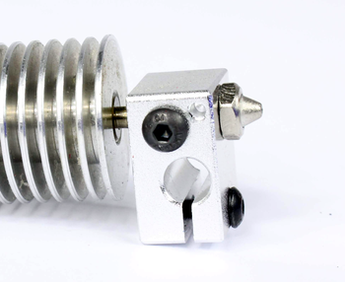
La buse touche le bloc thermique 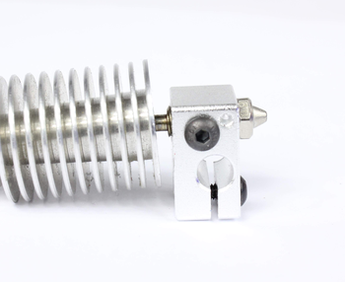
Les filets de la barrière thermique sont toujours visibles GOOD
Exemple d'une bonne installation
Espacement correct entre la buse et le bloc thermique 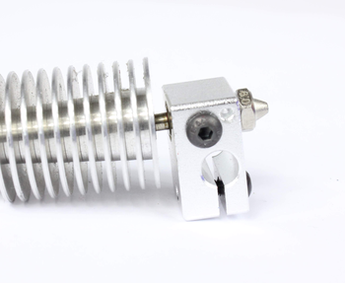
Barière thermique plus profonde à l'intérieur du bloc thermique Serrez la buse à l'aide d'une clé dynamométrique. Différentes combinaisons de buses et de filaments peuvent nécessiter un couple différent.
Un bon début est d'environ 0,5 Nm. En fonction de la température, reportez-vous au tableau ci-dessous pour connaître la quantité maximale de couple que vous pouvez appliquer. Utilisez toujours un outil à 6 faces lors du serrage. Une clé ouverte ne doit pas être utilisée et peut endommager de façon permanente les faces planes.
T (°C) M6-1.75mm M6-3.00mm M6-3.00mm HF M7 MK10 M10 UM3 25 1.9 1.7 1.7 2.7 10.1 1.9 200 1.6 1.4 1.4 2.2 8.2 1.5 300 1.3 1.2 1.2 1.9 7.1 1.3 400 1.1 1.0 1.0 1.6 5.9 1.1 Vérifiez votre hauteur Z
Ne logez pas votre imprimante. Déplacez lentement l'axe Z vers le bas et vérifiez avec une jauge d'épaisseur. Ajustez votre imprimante à la nouvelle hauteur Z.
Réglez la température et le débit
La buse en carbure de tungstène imprimera à une température beaucoup plus basse que les autres buses en raison de sa conductivité thermique élevée et de sa géométrie de flux optimisée. Si vous conservez les mêmes paramètres qu'auparavant, assurez-vous d'exécuter un test de paroi unique et d'ajuster le débit.
Découpez une pièce carrée avec une seule paroi, sans remplissage, couches supérieures et couches inférieures.
Notez la largeur de ligne spécifiée par la trancheuse. Assurez-vous que la pièce est suffisamment grande pour permettre au matériau de refroidir avant de poser une autre couche. Un carré de 40 mm par 10 mm de hauteur doit être un minimum
Mesurez la largeur de la ligne. Ajustez le débit pour vos prochaines impressions.
Notez que la vitesse et la température changeront le comportement du débit, exécutez ce test à un paramètre similaire que vous imprimerez plus tard.
# Divers
# Changer une buse avec un Prusa i3 Mk3
Voici une vidéo générale sur la façon de changer une buse sur Prusa i3 Mk3
# Changer une buse Ultimaker 3
Voici une vidéo générale sur la façon de changer une buse sur Ultimaker 3