# Nozzles
# Tungsten Carbide Nozzle
# Purge your nozzle
INFO
This is an optional operation.
Removing the filament left inside your nozzle will reduce the risk of sticking polymer on your threads. The method used here is called “Cold Pull”. Basically, you manually insert fresh filament inside your hotend, and quickly remove it before it melts. You need to let it soften. By repeating this step, you will purge any filament left and clean your nozzle at the same time.
You don’t need to use a specific type of filament for this step. We use the exact same filament type present inside the hotend with great success.
Preheat your nozzle to the last filament you have used
Disengage your extruder driving mechanism for easy manipulation
Insert a filament inside the extrusion system
Pull it out quickly, as soon as you feel it soften
Cut the soften part
Repeat steps 3 to 5 until there is no more polymer inside your nozzle. You will recognize the nozzle shape on your soften filament once you reach this point.
# Remove your current nozzle
Heat the nozzle up to your previous printing temperature
Make sure you follow a guide made for your printer or hotend before applying any force to your nozzle.
Parts can be broken very easily. Each hotend has its technique where the heat block needs to be held in a certain way.
Remove the current nozzle
# Install your Tungsten Carbide nozzle
Make sure your hotend is still hot.
It should be at the previous printing temperature or higher, depending on what you will print.
Carefully position the new nozzle and tighten it by hand.
It is suggested to use a socket to avoid any burning risks.
This step is required if your heat break has threads inside the heat block (most M6 variations).
Once you are unable to tighten it by hand, check if the threads are still visible. If the hex’s flat section is touching the heat block, you’ll need to tighten the heat break deeper inside the heat block. Loosen the nozzle, tighten the heat break and check again.
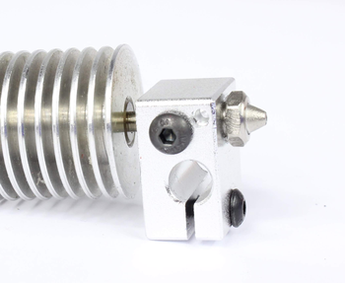
WARNING
Example of a bad installation
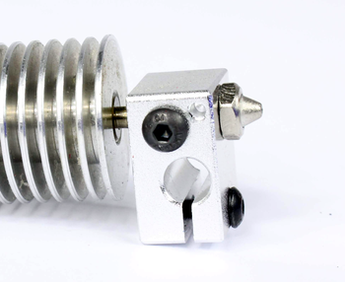
Nozzle is touching the heatblock 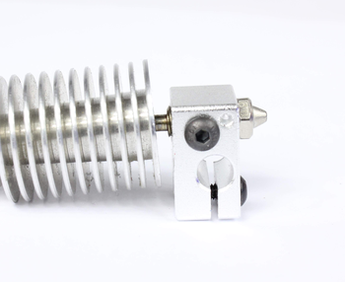
Heat break threads are still visible GOOD
Example of a good installation
Nozzle and heat block correct spacing 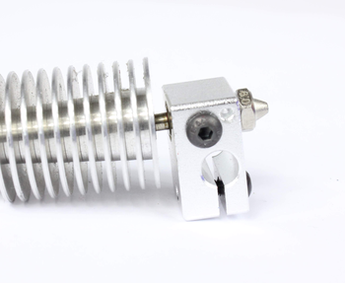
Heat break deeper inside heat block Tighten the nozzle using a torque wrench. Different nozzles and filaments material combination might require a different amount of torque.
A good start is around 0.5Nm. Based on the temperature, refer to the table below for the maximum amount of torque you can apply. Always use a tool with 6 faces when tightening. An open wrench shouldn’t be used and can permanently damage the flat faces.
T (°C) M6-1.75mm M6-3.00mm M6-3.00mm HF M7 MK10 M10 UM3 25 6.8 6.1 6.1 9.7 40.7 6.7 200 5.6 4.9 4.9 7.9 33.0 5.5 300 4.8 4.2 4.2 6.8 28.5 4.7 400 4.0 3.6 3.6 5.7 23.9 3.9 Check your Z height
Do not home your printer. Slowly move the Z axis down and check with a thickness gauge. Adjust your printer to the new Z height.
Adjust the temperature and flow
The tungsten carbide nozzle will print at a much lower temperature than other nozzles due to its high thermal conductivity and optimized flow geometry. If you keep the same settings as before, make sure to run a single wall test and adjust the flow.
Slice a square part with a single wall, without any infill, top layers, and bottom layers.
Note down the line width specified by the slicer. Make sure the part is big enough to let the material cool down before another layer is laid down. A 40mm square by 10mm height should be a minimum
Measure the line width. Adjust the flow for your next prints.
Note that speed and temperature will change the flow behavior, run this test at a similar setting you will later be printing.
# Miscellaneous
# Change a nozzle with a Prusa i3 Mk3
Here's a general video on how to change a nozzle on Prusa i3 Mk3
# Change an Ultimaker 3 nozzle
Here's a general video on how to change a nozzle on Ultimaker 3